 EN
EN UR
UR ru
ru bn
bn ar
ar ky
ky th
th fil
fil vi
vi ms
ms tr
tr ro
ro pt
pt es
es af
af fa
fa uk
uk nl
nl pl
pl fr
fr de
de





description
méthode de calcul des conditions de travail du moulin à fin
|
● vitesse de coupe (vitesse linéaire) calcul vc la distance selon laquelle un point sur la circonférence de la lame de moulin d'extrémité se déplace par minute peut être calculé à l'aide de la formule suivante: |
|

|
v = vitesse de coupe (m / min) π=3.14 d = diamètre (mm) n = vitesse rotative (mm-¹) |
|
● vitesse de rotation calcul des rotations le nombre de révolutions par minute de la broche mécanique qui contient le moulin d'extrémité peut être calculé à l'aide de la formule suivante: |
|
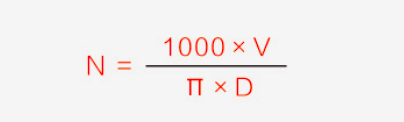 |
n = vitesse rotative (mm-¹) v = vitesse de coupe (m / min) π=3.14 d = diamètre (mm) |
|
● taux d'alimentation calcul du taux d'alimentation la vitesse d'alimentation de la table de travail par minute peut être calculée par la formule suivante 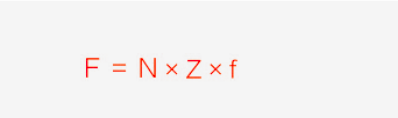 f = taux d'alimentation (mm / min) n = vitesse rotative (mm-1) z = nombre de flûtes f = taux d'alimentation de la flûte (mm / 1flute) |
|
|
● nourrir pour les dents calcul de l'alimentation souvent la distance selon laquelle un point sur la circonférence de la lame de moulin d'extrémité se déplace par minute peut être calculé à l'aide de la formule suivante:  f = taux d'alimentation de la flûte (mm / 1flute) f = taux d'alimentation (mm / min) n = vitesse rotative (mm-1) z = nombre de flûtes |
|
|
● temps de travail calcul du temps de travail le temps nécessaire pour couper le matériau de la pièce peut être calculé en utilisant la formule suivante  tc = temps de travail (min) l = durée totale de travail (longueur du matériau de travail + diamètre de la lame de moulin à extrémité) f = taux d'alimentation (mm / min) |
|
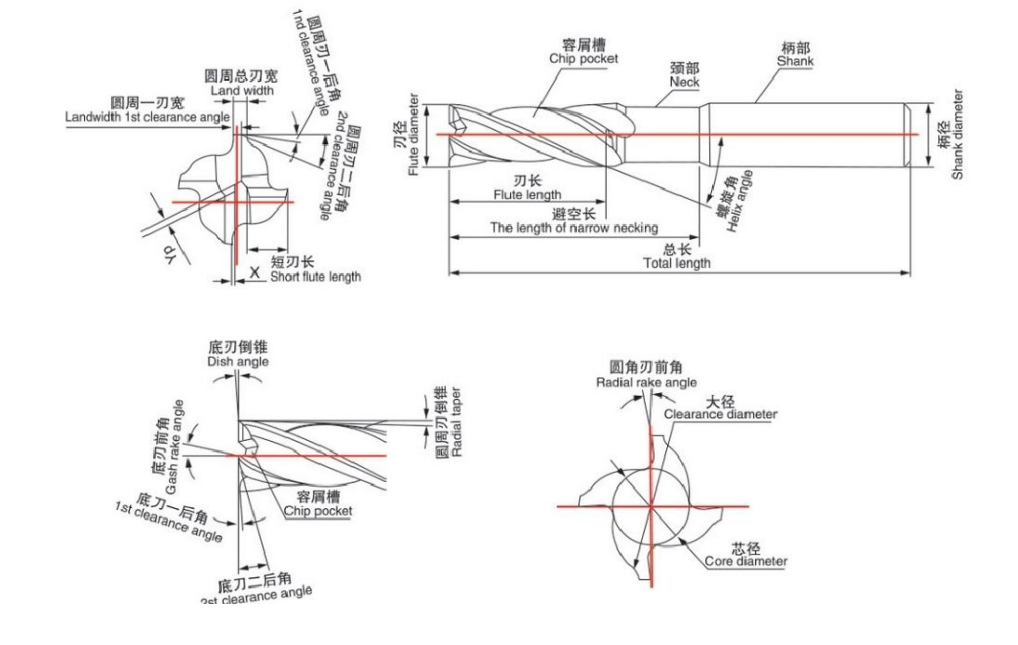
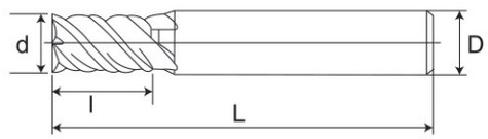
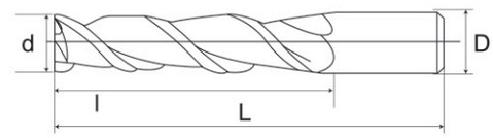
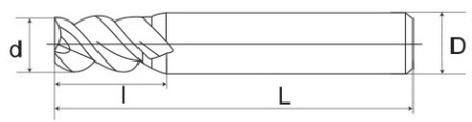
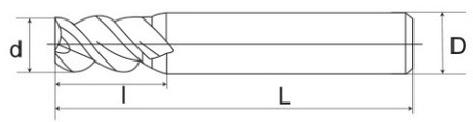
nom de chaque partie de la fraiseuse
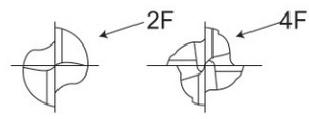
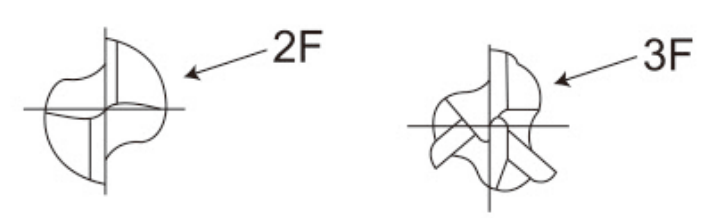
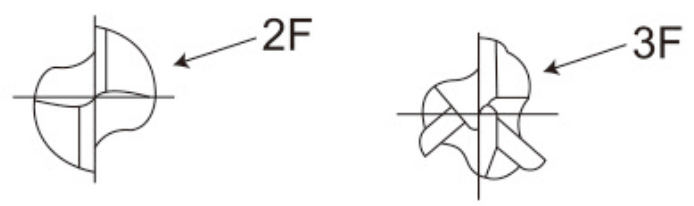
série de coups de fraisage
fonction du moulin de type moulin forme de fin

moulin à bout à 2 flûtes / 4 flux
wc = 90/88 co = 10/12 hv30 = 1571 trs = 3750n / mm² hrc≥91,5 taille de grains = 0,6 μm

|
d |
je |
l |
d |
f |
|
1 |
3 |
50 |
4 |
2/4 |
|
1.5 |
4 |
50 |
4 |
2/4 |
|
2 |
5 |
50 |
4 |
2/4 |
|
2.5 |
6 |
50 |
4 |
2/4 |
|
3 |
7 |
50 |
4 |
2/4 |
|
3.5 |
8 |
50 |
4 |
2/4 |
|
4 |
10 |
50 |
4 |
2/4 |
|
5 |
13 |
50 |
6 |
2/4 |
|
6 |
15 |
50 |
6 |
2/4 |
|
7 |
18 |
60 |
8 |
2/4 |
|
8 |
20 |
60 |
8 |
2/4 |
|
10 |
25 |
75 |
10 |
2/4 |
|
12 |
30 |
75 |
12 |
2/4 |
|
14 |
45 |
100 |
14 |
2/4 |
|
16 |
45 |
100 |
16 |
2/4 |
|
18 |
45 |
100 |
18 |
2/4 |
|
20 |
45 |
100 |
20 |
2/4 |
moulin à extrémité prolongé à 2 flûtes / 4 flux
wc = 90/88 co = 10/12 hv30 = 1571 trs = 3750n / mm² hrc≥91,5 taille de grains = 0,6 μm
|
d |
je |
l |
d |
f |
|
4 |
15 |
100 |
4 |
2/4 |
|
|
25 |
100 |
6 |
2/4 |
|
8 |
30 |
100 |
8 |
2/4 |
|
10 |
40 |
100 |
8 |
2/4 |
|
12 |
45 |
100 |
10 |
2/4 |
|
8 |
40 |
150 |
10 |
2/4 |
|
10 |
50 |
150 |
12 |
2/4 |
|
12 |
60 |
150 |
12 |
2/4 |
|
14 |
65 |
150 |
14 |
2/4 |
|
16 |
70 |
150 |
16 |
2/4 |
|
18 |
70 |
150 |
18 |
2/4 |
|
20 |
70 |
150 |
20 |
2/4 |
 6
6
◆ attention particulière:
1. ce tableau est la valeur standard pour le fraisage latéral. lorsque l'outil rainure, la vitesse doit être de 60% à 80% du tableau ci-dessous et la vitesse d'alimentation doit être de 50% ~ 70% comme valeur standard.
2. veuillez utiliser des machines-outils et des porte-outils de haute précision.
3. veuillez utiliser le refroidissement à l'air ou la coupe du liquide qui ne produit pas facilement de la fumée.
4. un broyage latéral est recommandé pour le broyage en panne.
5. si la rigidité de la machine-outil et de la pièce est médiocre, des vibrations et un son anormal se produiront. à l'heure actuelle, la vitesse et la vitesse d'alimentation du tableau ci-dessous doivent être réduites d'année en année.
6. gardez l'outil surplombant aussi court que possible sans interférence.
conditions de coupe
|
2 flûtes |
|||||||||||||||
|
matériaux transformés |
fonte fer à fonte ductile |
acier au carbone \ acier en alliage |
acteur de carbon \ alliage acteur ~ 30hrc |
phs \ qt steel ~ 40hrc |
acier inoxydable |
phs \ qt steel ~ 50hrc |
|||||||||
|
dia (mm) |
rpm (min-) |
rendez-vous (mm / min) |
rpm (min-¹) |
rafale (mm / min) |
rpm (min-) |
rafale (mm / min) |
rpm (min-¹) |
rafale (mm / min) |
rpm (min-11) |
rendez-vous (mm / min) |
rpm (min-¹) |
rafale (mm / min) |
|||
|
1 |
20000 |
165 |
20000 |
165 |
20000 |
135 |
20000 |
135 |
20000 |
50 |
20000 |
100 |
|||
|
2 |
15000 |
265 |
15000 |
265 |
15000 |
240 |
15000 |
235 |
11150 |
70 |
13000 |
150 |
|||
|
3 |
14000 |
455 |
14000 |
455 |
13000 |
420 |
10600 |
350 |
7500 |
100 |
8500 |
275 |
|||
|
4 |
10800 |
465 |
10800 |
465 |
10000 |
430 |
8000 |
355 |
5500 |
110 |
6500 |
280 |
|||
|
5 |
8200 |
485 |
8200 |
485 |
7600 |
450 |
6400 |
370 |
4500 |
110 |
5000 |
295 |
|||
|
6 |
7000 |
500 |
7000 |
500 |
6400 |
460 |
5300 |
385 |
3700 |
115 |
4200 |
300 |
|||
|
8 |
5200 |
495 |
5200 |
495 |
4800 |
455 |
4000 |
380 |
2800 |
115 |
3200 |
305 |
|||
|
10 |
4200 |
485 |
4200 |
485 |
3800 |
450 |
3200 |
370 |
2200 |
115 |
2500 |
290 |
|||
|
12 |
3500 |
485 |
3500 |
485 |
3200 |
450 |
2650 |
370 |
1850 |
115 |
2100 |
290 |
|||
|
14 |
3000 |
455 |
3000 |
455 |
2700 |
420 |
2300 |
350 |
1600 |
110 |
1800 |
275 |
|||
|
16 |
2600 |
455 |
2600 |
455 |
2400 |
420 |
2000 |
350 |
1400 |
100 |
1600 |
275 |
|||
|
18 |
2300 |
445 |
2300 |
445 |
2100 |
410 |
1800 |
345 |
1250 |
100 |
1400 |
270 |
|||
|
20 |
2050 |
445 |
2050 |
445 |
1900 |
410 |
1600 |
345 |
1100 |
100 |
1250 |
270 |
|||
|
4 flûtes |
|||||||||||||||
|
1 |
20000 |
250 |
20000 |
250 |
20000 |
200 |
20000 |
200 |
20000 |
90 |
20000 |
150 |
|||
|
2 |
15000 |
400 |
15000 |
400 |
15000 |
360 |
15000 |
350 |
11150 |
100 |
13000 |
225 |
|||
|
3 |
14000 |
680 |
14000 |
680 |
13000 |
630 |
10600 |
525 |
7500 |
120 |
8500 |
410 |
|||
|
4 |
10800 |
700 |
10800 |
700 |
10000 |
640 |
8000 |
535 |
5500 |
125 |
6500 |
420 |
|||
|
5 |
8200 |
730 |
8200 |
730 |
7600 |
670 |
6400 |
560 |
4500 |
125 |
5000 |
440 |
|||
|
6 |
7000 |
750 |
7000 |
750 |
6400 |
690 |
5300 |
575 |
3700 |
135 |
4200 |
450 |
|||
|
8 |
5200 |
740 |
5200 |
740 |
4800 |
680 |
4000 |
565 |
2800 |
135 |
3200 |
460 |
|||
|
10 |
4200 |
730 |
4200 |
730 |
3800 |
670 |
3200 |
560 |
2200 |
135 |
2500 |
435 |
|||
|
12 |
3500 |
730 |
3500 |
730 |
3200 |
670 |
2650 |
560 |
1850 |
135 |
2100 |
435 |
|||
|
14 |
3000 |
680 |
3000 |
680 |
2700 |
630 |
2300 |
525 |
1600 |
125 |
1800 |
410 |
|||
|
16 |
2600 |
680 |
2600 |
680 |
2400 |
630 |
2000 |
525 |
1400 |
120 |
1600 |
410 |
|||
|
18 |
2300 |
670 |
2300 |
670 |
2100 |
620 |
1800 |
515 |
1250 |
105 |
1400 |
405 |
|||
|
20 |
2050 |
670 |
2050 |
670 |
1900 |
620 |
1600 |
515 |
1100 |
105 |
1250 |
405 |
|||
|
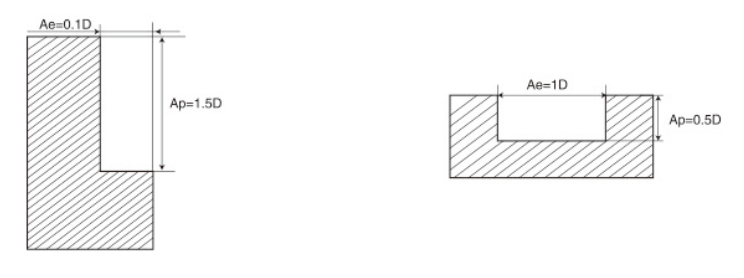
profondeur de coupe maximale |
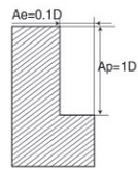 ae = 0,1d ap = 1d |
ae = 0,05d |
ae = 1d ap ap = 1d ae = 1d |
|
|||||||||||
 ~ 750n / mm²
~ 750n / mm²
moulin à extrémité à 2 flûtes / 3 flûtes pour alliage d'aluminium
wc = 90/88 co = 10/12 hv30 = 1571 trs = 3750n / mm² hrc≥91,5 grain taille = 0,6 μm

|
d |
je |
l |
d |
f |
|
1 |
3 |
50 |
4 |
2/3 |
|
1.5 |
4 |
50 |
4 |
2/3 |
|
2 |
6 |
50 |
4 |
2/3 |
|
2.5 |
8 |
50 |
4 |
2/3 |
|
3 |
9 |
50 |
4 |
2/3 |
|
3.5 |
10 |
50 |
4 |
2/3 |
|
4 |
12 |
50 |
4 |
2/3 |
|
5 |
15 |
50 |
6 |
2/3 |
|
6 |
18 |
50 |
6 |
2/3 |
|
7 |
20 |
60 |
8 |
2/3 |
|
8 |
24 |
60 |
8 |
2/3 |
|
10 |
30 |
75 |
10 |
2/3 |
|
12 |
35 |
75 |
12 |
2/3 |
|
14 |
40 |
100 |
14 |
2/3 |
|
16 |
45 |
100 |
16 |
2/3 |
|
18 |
45 |
100 |
18 |
2/3 |
|
20 |
50 |
100 |
20 |
2/3 |
meulle spéciale alliée en alliage en aluminium à 2 flûtes / 3 flûtes
wc = 90/88 co = 10/12 hv30 = 1571 trs = 3750n / mm² hrc≥91,5 taille de grains = 0,6 μm

|
d |
je |
l |
d |
f |
|
4 |
16 |
100 |
4 |
2/3 |
|
6 |
25 |
100 |
6 |
2/3 |
|
8 |
32 |
100 |
8 |
2/3 |
|
10 |
40 |
100 |
10 |
2/3 |
|
12 |
45 |
100 |
12 |
2/3 |
|
8 |
40 |
150 |
8 |
2/3 |
|
10 |
50 |
150 |
10 |
2/3 |
|
12 |
60 |
150 |
12 |
2/3 |
|
14 |
65 |
150 |
14 |
2/3 |
|
16 |
65 |
150 |
16 |
2/3 |
|
18 |
70 |
150 |
18 |
2/3 |
|
20 |
70 |
150 |
20 |
2/3 |
◆ attention particulière:
1. le tableau suivant montre les valeurs standard pour le fraisage latéral. lorsque l'outil rainure, la vitesse doit être de 60% à 80% du tableau ci-dessous et la vitesse d'alimentation doit être de 50% ~ 70% comme valeur standard.
2. veuillez utiliser des machines-outils et des porte-outils de haute précision.
3. veuillez utiliser le refroidissement à l'air ou la coupe du liquide qui ne produit pas facilement de la fumée.
4. le broyage en baisse est recommandé pour le fraisage latéral.
5. si la rigidité de la machine-outil et de la pièce est médiocre, des vibrations et un son anormal se produiront. à l'heure actuelle, la vitesse et la vitesse d'alimentation du tableau ci-dessous doivent être réduites en glissement annuel.
6. gardez l'outil surplombant aussi court que possible sans interférence.
conditions de coupe en aluminium
|
2flute |
||||
|
matériaux transformés |
alliage en aluminium |
alliage d'aliminum silicon si≤10% |
||
|
d (mm) |
rpm (min- ') |
rafale (mm / min) |
rpm (min-¹) |
rafale (mm / min) |
|
1 |
40000 |
650 |
40000 |
500 |
|
2 |
40000 |
950 |
32000 |
750 |
|
3 |
26500 |
1500 |
21000 |
1100 |
|
4 |
20000 |
1600 |
16000 |
1250 |
|
5 |
16000 |
1500 |
13000 |
1100 |
|
6 |
13000 |
1250 |
10600 |
1000 |
|
8 |
10000 |
1400 |
8000 |
1100 |
|
10 |
8000 |
1600 |
6500 |
1250 |
|
12 |
6600 |
1650 |
5300 |
1300 |
|
14 |
5700 |
1700 |
4600 |
1350 |
|
16 |
5000 |
1700 |
4000 |
1350 |
|
18 |
4400 |
1700 |
3500 |
1350 |
|
20 |
4000 |
1700 |
3200 |
1350 |
|
|
|
3flue |
|
|
|
1 |
40000 |
800 |
40000 |
600 |
|
2 |
40000 |
1200 |
32000 |
900 |
|
3 |
26500 |
1800 |
21000 |
1300 |
|
4 |
20000 |
2000 |
16000 |
1500 |
|
5 |
16000 |
1750 |
13000 |
1300 |
|
6 |
13000 |
1500 |
10600 |
1200 |
|
8 |
10000 |
1650 |
8000 |
1300 |
|
10 |
8000 |
1900 |
6500 |
1500 |
|
12 |
6600 |
1950 |
5300 |
1550 |
|
14 |
5700 |
2000 |
4600 |
1600 |
|
16 |
5000 |
2000 |
4000 |
1600 |
|
18 |
4400 |
2000 |
3500 |
1600 |
|
20 |
4000 |
2000 |
3200 |
1600 |
département de coupe maximale
|
enquête
catégories de produits connexes
- china cnc milling cutter
- outil de coupe cnc en chine
- applications en carbure de tungstène cimentée en chine
- moulin à fin de chine
- chine cnc milling machine bits
- fournisseur de tiges en carbure cimentée en chine
- fin de moulin cnc
- bits de forage en carbure cimenté en chine
- chine cimentée en carbure
- coupeurs de finaux
- outils de coupe milling
- bits de fraisage en métal

