 EN
EN UR
UR ru
ru bn
bn ar
ar ky
ky th
th fil
fil vi
vi ms
ms tr
tr ro
ro pt
pt es
es af
af fa
fa uk
uk nl
nl pl
pl fr
fr de
de





description
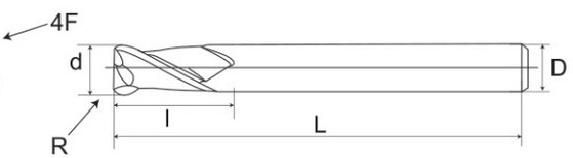
moulin à billes à 2 flux
wc = 90/88 co = 10/12 hv30 = 1571 trs = 3750n / mm² hrc≥91,5 taille de grains = 0,6 μm


|
d |
je |
l |
d |
r |
f |
|
1 |
2 |
50 |
4 |
0.5 |
2 |
|
1.5 |
3 |
50 |
4 |
0.75 |
2 |
|
2 |
4 |
50 |
4 |
1 |
2 |
|
2.5 |
5 |
50 |
4 |
1.25 |
2 |
|
3 |
6 |
50 |
4 |
1.5 |
2 |
|
3.5 |
7 |
50 |
4 |
1.75 |
2 |
|
4 |
8 |
50 |
4 |
2 |
2 |
|
5 |
10 |
50 |
6 |
2.5 |
2 |
|
6 |
12 |
50 |
6 |
3 |
2 |
|
7 |
15 |
60 |
8 |
3.5 |
2 |
|
8 |
16 |
60 |
8 |
4 |
2 |
|
10 |
20 |
75 |
10 |
5 |
2 |
|
12 |
25 |
75 |
12 |
6 |
2 |
|
14 |
28 |
100 |
14 |
7 |
2 |
|
16 |
32 |
100 |
16 |
8 |
2 |
|
18 |
36 |
100 |
18 |
9 |
2 |
|
20 |
40 |
100 |
20 |
10 |
2 |
moulin à billes prolongé à 2 flans
wc = 90/88 co = 10/12 hv30 = 1571 trs = 3750n / mm² hrc≥91,5 taille de grains = 0,6 μm


|
d |
je |
l |
d |
r |
f |
|
4 |
8 |
100 |
4 |
2 |
2 |
|
6 |
12 |
100 |
6 |
3 |
2 |
|
8 |
16 |
100 |
8 |
4 |
2 |
|
10 |
20 |
100 |
10 |
5 |
2 |
|
12 |
25 |
100 |
12 |
6 |
2 |
|
6 |
12 |
150 |
6 |
3 |
2 |
|
8 |
16 |
150 |
8 |
4 |
2 |
|
10 |
20 |
150 |
10 |
5 |
2 |
|
12 |
24 |
150 |
12 |
6 |
2 |
|
14 |
28 |
150 |
14 |
7 |
2 |
|
16 |
32 |
150 |
16 |
8 |
2 |
|
18 |
36 |
150 |
18 |
9 |
2 |
|
20 |
40 |
150 |
20 |
10 |
2 |
conditions de coupe
|
matériaux transformés |
fonte fer à fonte ductile |
carbone acier aalloy ~ 750n / mm2 |
acier au carbone \ acier en alliage 30hrc |
phs \ qt steel 40hrc |
acier inoxydable |
phs \ qt steel ~ 50hrc |
||||||
|
d (mm) |
rpm (min-¹) |
fédérer (mm / min) |
rpm (min-¹) |
fédérer (mm / min) |
rpm (min-¹) |
fédérer (mm / min) |
rpm (min-¹) |
fédérer (mm / min) |
rpm (min-¹) |
fédérer (mm / min) |
rpm (min-¹) |
fédérer (mm / min) |
|
r0.5 |
40000 |
800 |
40000 |
800 |
38000 |
700 |
32000 |
320 |
22300 |
200 |
25000 |
275 |
|
r1.0 |
24000 |
900 |
24000 |
900 |
19000 |
760 |
16000 |
400 |
11150 |
230 |
13000 |
275 |
|
r1.5 |
15500 |
950 |
15500 |
950 |
2750 |
760 |
10600 |
450 |
7400 |
290 |
8500 |
280 |
|
r2.0 |
11500 |
950 |
11500 |
950 |
9550 |
760 |
8000 |
550 |
5550 |
370 |
6500 |
370 |
|
r2.5 |
9500 |
1050 |
9500 |
1050 |
7650 |
800 |
6400 |
550 |
4450 |
370 |
5000 |
375 |
|
r3.0 |
8000 |
1050 |
8000 |
1050 |
6400 |
800 |
5300 |
580 |
3700 |
390 |
4200 |
390 |
|
r4.0 |
6000 |
1300 |
6000 |
1300 |
4800 |
950 |
4000 |
700 |
2750 |
455 |
3200 |
440 |
|
r5.0 |
4800 |
1200 |
4800 |
1200 |
3800 |
900 |
3200 |
650 |
2200 |
430 |
2500 |
440 |
|
r6.0 |
4000 |
1100 |
4000 |
1100 |
3200 |
840 |
2650 |
610 |
1850 |
430 |
2100 |
420 |
|
r8.0 |
3000 |
1050 |
3000 |
1050 |
2400 |
800 |
2000 |
600 |
1350 |
380 |
1600 |
375 |
|
r10.0 |
2400 |
950 |
2400 |
950 |
1900 |
680 |
1600 |
560 |
1100 |
370 |
1250 |
330 |
|
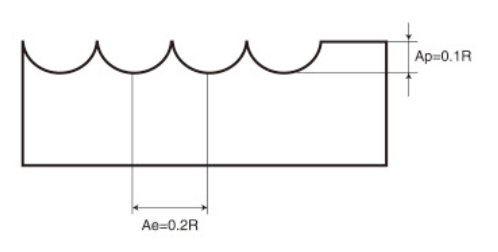
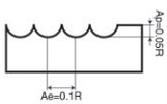
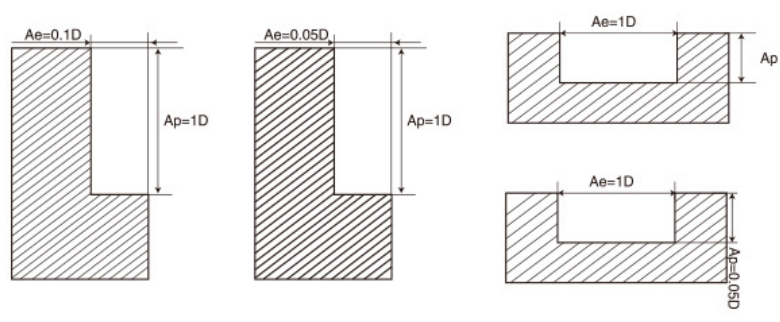
profondeur de coupe maximale |
|
 |
||||||||||
◆ affirme spéciale:
1. ce tableau est la valeur standard pour le fraisage latéral. lorsque l'outil rainure, le régime doit être de 60% à 80% du tableau ci-dessous, et le fédéré doit être de 50% ~ 70% comme valeur standard.
2. veuillez utiliser des machines-outils et des porte-outils de haute précision.
3. veuillez utiliser le refroidissement à l'air ou la coupe du liquide qui ne produit pas facilement de la fumée.
4. un broyage latéral est recommandé pour le broyage en panne.
5. si la rigidité de la machine-outil et de la pièce est médiocre, des vibrations et un son anormal se produiront. à l'heure actuelle, le régime et le fédération du tableau ci-dessous devraient être réduits d'année en année.
6. gardez l'outil surplombant aussi court que possible sans interférence.
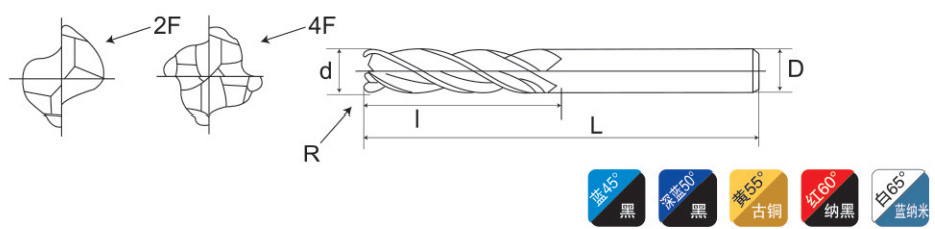
moulin à bout de nez rond à 2 flûtes / 4 fllet
wc = 90/88 co = 10/12 hv30 = 1571 trs = 3750n / mm² hrc≥91,5 taille de grains = 0,6 μm
2f

|
d |
je |
l |
d |
r |
f |
|
4 |
10 |
50 |
4 |
0.2 |
2/4 |
|
4 |
10 |
50 |
4 |
0.5 |
2/4 |
|
4 |
10 |
50 |
4 |
1 |
2/4 |
|
6 |
15 |
50 |
6 |
0.2 |
2/4 |
|
6 |
15 |
50 |
6 |
0.5 |
2/4 |
|
6 |
15 |
50 |
6 |
1 |
2/4 |
|
8 |
20 |
60 |
6 |
0.2 |
2/4 |
|
8 |
20 |
60 |
8 |
0.5 |
2/4 |
|
8 |
20 |
60 |
8 |
1 |
2/4 |
|
10 |
25 |
75 |
10 |
0.5/1 |
2/4 |
|
10 |
25 |
75 |
10 |
1.5 |
2/4 |
|
12 |
30 |
75 |
12 |
0.5/1 |
2/4 |
|
12 |
30 |
75 |
12 |
1.5 |
2/4 |
|
14 |
35 |
100 |
14 |
0.5/2 |
2/4 |
|
16 |
40 |
100 |
16 |
0.5/1/2 |
2/4 |
|
18 |
45 |
100 |
18 |
0.5/1/2 |
2/4 |
|
20 |
45 |
100 |
20 |
0.5/1/2 |
2/4 |
moulin à extrémité du nez rond à 2 flûtes / 4 flûtes
wc = 90/88 co = 10/12 hv30 = 1571 trs = 3750n / mm² hrc≥91,5 taille de grains = 0,6 μm
|
d |
je |
l |
d |
r |
f |
|
4 |
16 |
100 |
4 |
0.2 |
2/4 |
|
4 |
16 |
100 |
4 |
0.5 |
2/4 |
|
4 |
16 |
100 |
4 |
1 |
2/4 |
|
6 |
25 |
100 |
6 |
0.2 |
2/4 |
|
6 |
25 |
100 |
6 |
0.5 |
2/4 |
|
6 |
25 |
100 |
6 |
1 |
2/4 |
|
8 |
30 |
100 |
6 |
0.5 |
2/4 |
|
8 |
30 |
100 |
8 |
1 |
2/4 |
|
10 |
40 |
100 |
10 |
0.5 |
2/4 |
|
10 |
40 |
100 |
10 |
1 |
2/4 |
|
12 |
45 |
100 |
12 |
0.5 |
2/4 |
|
12 |
45 |
100 |
12 |
1 |
2/4 |
|
12 |
45 |
100 |
12 |
1.5 |
2/4 |
◆ affirme spéciale:
1. ce tableau est la valeur standard pour le fraisage latéral. lorsque l'outil rainure, le régime doit être de 60% à 80% du tableau ci-dessous, et le fédéré doit être de 50% ~ 70% comme valeur standard.
2. veuillez utiliser des machines-outils et des porte-outils de haute précision.
3. veuillez utiliser le refroidissement à l'air ou la coupe du liquide qui ne produit pas facilement de la fumée.
4. un broyage latéral est recommandé pour le broyage en panne.
5. si la rigidité de la machine-outil et de la pièce est médiocre, des vibrations et un son anormal se produiront. à l'heure actuelle, le régime et le fédération du tableau ci-dessous devraient être réduits d'année en année.
6. gardez l'outil surplombant aussi court que possible sans interférence.
conditions de coupe
|
2flute |
||||||||||||||||||||
|
matériaux transformés |
fonte fer à fonte ductile |
carbone acier aalloy ~ 750n / mm2 |
carbone acier aalloy ~ 30hrc |
phs \ qt steel ~ 40hrc |
acier inoxydable |
phs \ qt steel ~ 50hrc |
||||||||||||||
|
d (mm) |
rpm (min-¹) |
fédérer (mm / min) |
rpm (min-¹) |
fédérer (mm / min) |
rpm (min-¹) |
fédérer (mm / min) |
rpm (min-¹) |
fédérer (mm / min) |
rpm (min-¹) |
fédérer (mm / min) |
rpm (min-¹) |
fédérer (mm / min) |
||||||||
|
1 |
20000 |
200 |
20000 |
200 |
20000 |
160 |
20000 |
160 |
20000 |
60 |
20000 |
120 |
||||||||
|
2 |
15000 |
320 |
15000 |
320 |
15000 |
290 |
15000 |
280 |
11150 |
84 |
13000 |
180 |
||||||||
|
3 |
14000 |
545 |
14000 |
545 |
13000 |
510 |
10600 |
420 |
7500 |
120 |
8500 |
330 |
||||||||
|
4 |
10800 |
560 |
10800 |
560 |
10000 |
520 |
8000 |
430 |
5500 |
130 |
6500 |
335 |
||||||||
|
5 |
8200 |
580 |
8200 |
580 |
7600 |
540 |
6400 |
450 |
4500 |
130 |
5000 |
355 |
||||||||
|
6 |
7000 |
600 |
7000 |
600 |
6400 |
550 |
5300 |
460 |
3700 |
140 |
4200 |
360 |
||||||||
|
8 |
5200 |
600 |
5200 |
600 |
4800 |
550 |
4000 |
460 |
2800 |
140 |
3200 |
365 |
||||||||
|
10 |
4200 |
580 |
4200 |
580 |
3800 |
540 |
3200 |
445 |
2200 |
140 |
2500 |
350 |
||||||||
|
12 |
3500 |
580 |
3500 |
580 |
3200 |
540 |
2650 |
445 |
1850 |
140 |
2100 |
350 |
||||||||
|
4flute |
||||||||||||||||||||
|
3 |
14000 |
820 |
14000 |
820 |
13000 |
755 |
10600 |
630 |
7500 |
145 |
8500 |
490 |
||||||||
|
4 |
10800 |
840 |
10800 |
840 |
10000 |
770 |
8000 |
640 |
5500 |
145 |
6500 |
500 |
||||||||
|
5 |
8200 |
880 |
8200 |
880 |
7600 |
810 |
6400 |
670 |
4500 |
145 |
5000 |
530 |
||||||||
|
6 |
7000 |
900 |
7000 |
900 |
6400 |
830 |
5300 |
690 |
3700 |
160 |
4200 |
540 |
||||||||
|
8 |
5200 |
890 |
5200 |
890 |
4800 |
815 |
4000 |
680 |
2800 |
160 |
3200 |
550 |
||||||||
|
10 |
4200 |
880 |
4200 |
880 |
3800 |
810 |
3200 |
670 |
2200 |
160 |
2500 |
520 |
||||||||
|
12 |
3500 |
880 |
3500 |
880 |
3200 |
810 |
2650 |
670 |
1850 |
160 |
2100 |
520 |
||||||||
|
16 |
2600 |
680 |
2600 |
680 |
2400 |
630 |
2000 |
525 |
1400 |
120 |
1600 |
490 |
||||||||
|
profondeur de coupe maximale
|
 |
|||||||||||||||||||
moulin à pointe à tige droite en carbure solide (flûte standard)
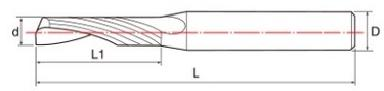

applications de coupe-frais: acier inoxydable, fonte, aluminium, cuivre, graphite, plastiques, matériaux composites, alliages de titane, nickel, acier résistant à la chaleur, acier non allié, acier à faible alliage <24hrc, acier en alliage élevé
<30hrc 、 acier durci 30-38hrc 38-48hrc 48-56hrc 56-68hrc
|
spécification |
spécification |
||||||
|
d |
d (h6) |
l1 |
l |
d |
d (h6) |
l1 |
l |
|
3.175 |
3.175 |
12 |
385 |
4 |
4 |
42 |
70 |
|
3.175 |
3.175 |
15 |
38.5 |
6 |
6 |
12 |
50 |
|
3.175 |
3.175 |
17 |
45 |
6 |
6 |
17 |
50 |
|
4 |
4 |
12 |
45 |
6 |
6 |
22 |
50 |
|
4 |
4 |
17 |
45 |
6 |
6 |
25 |
50 |
|
4 |
4 |
22 |
45 |
6 |
6 |
32 |
60 |
|
4 |
4 |
32 |
60 |
6 |
6 |
42 |
70 |
carbure massif en carbure à trois ou quatre flûtes de nez de nez mil
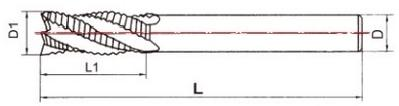


applications de cutter de molling: acier inoxydable, fonte, aluminium, cuivre, graphite, plastiques, matériaux composites,
alliage en titane, nickel, acier résistant à la chaleur, acier non allié, acier à faible alliage <24hrc, acier à haut alliage <30hrc, acier durci 30-38hrc 38-48hrc 48-56hrc 56-68hrc
|
spécification |
|||
|
d1 |
l1 |
d |
|
|
6 |
15 |
6 |
50 |
|
8 |
20 |
8 |
60 |
|
10 |
25 |
10 |
75 |
|
12 |
30 |
12 |
75 |
|
16 |
40 |
16 |
100 |
|
20 |
45 |
20 |
100 |
enquête
catégories de produits connexes
- tie rond en carbure cimentée en chine
- bit de routeur de 35 degrés en chine
- china end mill cnc
- tie de carbude de tungsten chine custopée chine
- china end mill cnc milling
- flûtes de fin de fin de la chine
- mison de fin cnc
- rouleau froid en carbure cimenté
- bits cnc du moulin de fin
- anneau à rouleau en carbure de tungstène
- bits de fraiserie
- outils cnc

